With the wide application of lightweight materials such as high-strength steel sheets in the vehicle body, in the automobile assembly line with relatively poor production conditions, the problem of the instability of the spot-welding head quality and the test evaluation criteria has become increasingly prominent. Since the high-efficiency and low-cost resistance spot welding technology accounts for a large proportion in the body assembly process, the spot welding quality problem of advanced high-strength steel sheets has been closely watched by researchers at home and abroad.
Compared with the traditional ordinary low-carbon steel plate, due to the special physical and chemical properties of advanced high-strength steel, the welding process performance is difficult to control, the welding window is narrow, the electrode wear is severe, and the splash is serious. The welding current is usually required. Electrode force and welding time. However, resistance spot welding is a highly nonlinear process with multivariable coupling. The nucleation of spot welding is in a closed state. At the same time, there are many accidental factors that have an effect on the spot welding process and are difficult to detect during welding. The quality evaluation parameters (nucleus size, weld strength, etc.) cannot be directly observed during welding or after welding.
Application status of advanced high strength steel in the body
At present, the average weight of all kinds of cars in the world is between 1.2 and 1.4 tons. If all the advanced high-strength steels can be applied, the weight can be reduced by 15~20%. In the famous ultra-light steel body plan ULSAB (Ultra Light Steel Auto Body), through the extensive use of advanced high-strength steel, the body strength is greatly improved without increasing the cost, the static bending stiffness is increased by 52%, and the static torsional rigidity is increased. 80%, especially the weight of the car is reduced by 25%, and there is no need to add reinforcing parts.
In another lightweight project PNGV (Partner Ship for a New Generation of Vehicles), the body quality has been reduced by 40%, and the average fuel consumption per 100 kilometers can be reduced from 9L to 3L. In the ultra-light body, duplex steel (DP) accounts for 74.3% of the total mass of the car, totaling 162.25kg. In Japan, the amount of automotive duplex steel used in 2000 was 20 times that of 1996. In 2003, duplex steel has occupied more than 45% of the total steel, and is expected to reach 60% by 2008.
Advanced high-strength steel resistance spot welding quality problem
As shown in Figure 1, resistance spot welding consists of pre-compression, energization heating, maintenance, rest, etc. Two or more layers of sheet metal are pressed together by a pair of electrodes under the action of an electrode force, when the thyristor (SCR) When the conduction is triggered, current flows through the sheet metal and generates a large amount of Joule heat.
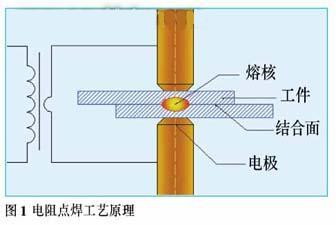
Since the resistance of the bonding surface between the thin plate and the thin plate is relatively high at the beginning of the welding, heat is concentrated around the bonding surface. When the temperature of the bonding surface is higher than the melting point of the metal, the nugget is formed and grown on the bonding surface. After the current is cut, the nugget begins to cool and solidify to form a solid joint.
The high-strength steel has low content of carbon and trace elements, and generally does not produce quenched structure or inclusions. Due to the high strength properties of duplex steel, the plastic temperature range is narrowed, and a large electrode pressure is required to obtain the same plastic deformation. This leads to a narrower range of suitable welding processes.
Moreover, due to the internal structural characteristics of the steel plate, the uneven cooling rate inside the welding spot during the resistance spot welding process may cause defects such as pores, resulting in the strength of the weld nugget zone being lower than that of the base metal, and the fracture of the weld nugget interface occurs. Secondly, the spot welding of duplex steel in production often adopts strong specifications, the electrode wear is accelerated, and the splashing and indentation are prone to occur, resulting in unstable welding quality.
The main problems of spot welding quality are as follows:
1. Solder joint nugget fracture
The spot weld joint fracture form is one of the criteria for evaluating the quality of the weld joint. In the destructive spot welding quality inspection widely used in the body, the joint of the solder joint may be sheared from the nugget, that is, the nugget is broken; it may also be broken from the periphery of the solder joint into a "button" shape, that is, the base metal is broken, as shown in Fig. 2. Show.
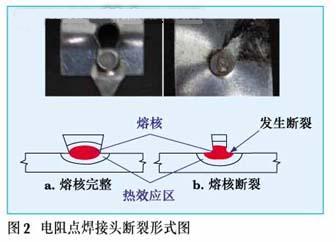
The solder joint cross tensile strength at which the nugget breakage occurs will decrease by about 10%, while the low cycle fatigue life of the solder joint will decrease by about 25%. The solder joint where the base material breaks can carry a large load, and the size of the nugget can meet the joint strength requirement.
According to the requirements of the quality evaluation of solder joints, the first grade standard requires that 95% of the solder joints in each batch of tear test strips be torn in a button shape, and the remaining 5% of the solder joints can be torn in the melting area of ​​the mating surface. However, the size of the melt zone is at least 80% of the average size of the "button". In the high-strength steel resistance spot welding process, the problem of the nugget interface fracture poses a technical challenge to the traditional solder joint quality destructive detection method.
2. The welding process window is narrow and the robustness is poor.
Since the welding is completed in a short time, it is necessary to use a large current and apply pressure. The combination of different welding process parameters will affect the energy input and distribution in the welding, the local heat accumulation speed, the heat distribution, the welding temperature field, and thus the spot welding. The formation of nuggets.
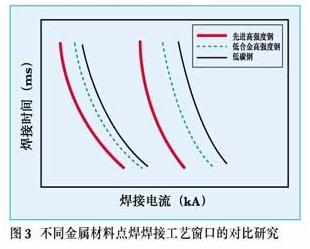
In Figure 3, the welding process windows of several different metal sheets are compared. It can be seen that the spot welding process window of high-strength steel sheets is relatively narrow, indicating that the spot welding process of high-strength steel is less robust and the weldability is not good. At the same time, the spatter of the welding process is much more serious than the low carbon steel plate.
Next page
Customized Dual Short Path Distillation
Customized Dual Short Path Distillation 2l 5l 10l 20l
Customized short path distillation heating mantle
Customized short path distillation with glass bottom round boil flask
Customized short path distillation with temperature and speed digital
Customized short path distillation with dual condense head
Customized short path distillation cbd oil distillation glassware apparatus
Dual Stage Distillers,Spectrum Distillation,Dual Heads Short Path Distiller,Customized Dual Short Path Distillation
Zhongyi Kori(Zhengzhou)Equipment Co.,Ltd , https://www.korireactor.com