Improvement of Turbine Disc Groove Surface Finishing Knife
When the free turbine disk of a certain type of engine is subjected to the grooving broaching process, the surface broaching tool is continuously formed, and the rupture and the chipping portion of the broach are located between the fourth tooth and the eighth tooth. By tracking and observing the broaching process, the possibility of tooling caused by factors such as machine tools and fixtures is eliminated. By analyzing the chip condition at different stages of the broaching process, the cause of the broach break is basically determined: since the 4th to 8th teeth of the profiled broach are just the end of the stepped wave mark formed by the thick slotted broach The broach has not yet begun to broach the groove-shaped part. Therefore, in this range, the broaching tool broaching is a whole piece of chip, and the deformation force, cutting resistance and chip resistance of the chip are the largest, and the broach is easily caused. fracture.
In order to solve this problem, we first added the chipbreaker to the original non-grooved teeth on the fine broach, but the cutting effect did not improve. The broach that still broke after the chip breaker was removed was removed for inspection, and it was found that the chips were closely attached to the front corner surface and were not easily removed. By comparing the broach drawing with the actual object, it is found that the maximum circumscribing radius (R0.3mm) of the broach front face and the bottom of the chip flute required by the drawing is too small. In addition, when grinding the rake face, the grinding wheel breaks the rake face of the corresponding tooth on the opposite side, so that an inverted triangular cone appears on the upper part of the cutter body, which not only directly affects the formation and curl of the chip, but also is the most stressed. A dangerous section appears in the complex part. Based on the above analysis results, the following razor improvement scheme is proposed:
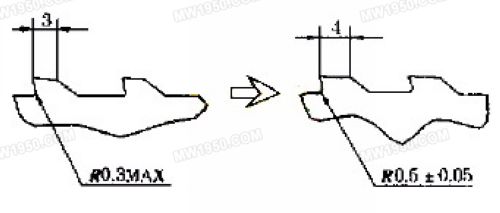
Increase the radius of the maximum transfer arc of the front corner of the broach and the bottom of the chip flute from R0.3mm to R0.5±0.05mm. However, if the transfer radius is too large, it will affect the tooth shape of the correction tooth.
Adjust the grinding angle of the rake face so that the grinding angle of the broach is different from the milling angle, and the outer diameter of the grinding wheel just passes through the symmetrical center line of the flank of the broach during the grinding process to obtain the best grinding effect.
Adjust the razor back size from 3mm to 4mm to enhance the tooth strength.
After the improved broach is put into use, the broaching process is smooth and the crumbs are smooth. After slashing hundreds of slots, the cutter teeth still have no obvious damage, and the processing effect is satisfactory.
The High-mast Lamp is generally refers to the new lighting device which is composed of the steel taper light pole and the high power combination lamp frame of 15 meters or above.It consists of lamp holder, internal lamp, electric rod body and basic part.Lamp head modelling can according to user requirement, surroundings, lighting need specific and definite;The interior lamps are mainly composed of floodlights and projection lamps. The light source adopts NG400 high pressure sodium lamp, and the lighting radius is 60 meters.The bar body is usually a pyramid structure, which is made of steel plate, with a height of 15 to 40 meters, which consists of two to three sections.


Material characteristics
1. Beautiful appearance, large lighting area, good lighting effect, concentrated light, uniform illumination, small glare and easy to control and repair.
2. Applicable places: city square, station, wharf, highway, stadium, overpass, etc.
3. The lamp pole is a high quality steel plate by moulding into a multi - pyramid splicing steel rod, through hot galvanizing anti-corrosion treatment.
4. The lamp frame is made of high quality stainless steel.
5. Fasteners bolts and nuts are stainless steel.
6. Light source:400W-1000W sodium lamp.
Specifications:
Height: from 18m to 50 m
Suit for: highway, expressway, parkway, freeway, central motorway junction, truck and bus terminals, railyards, ship docks, airports, ferry terminals, prisons, industrial and commercial sites, international borders.
Shape: round, multi-pyramidal, column form, polygonal or conical
Material:
Q345B/A572,minimum yield strength>=345n/mm2
Q235B/A36,minimum yield strength>=235n/mm2
Tolerance of Dimension: ±2%
Lighting Source: 400 W- 5000 W high pressure sodium flood light, light extension :up to 30 000 m²
Light plate: Various figure of selection ,material with hot dip galvanization steel frame
Lifting System: Lifter fixed in the inner of the pole with lifting speed of 3~5 meter per minute
Equipped e; ant ferromagnetism brake and break -proof device, manual operation applied under power cut
Electric Appliance Control Device: Electric appliance box to be the hold of the pole ,lifting operation could be 5 meter away from the pole through wire .Time control and light control could be equipped to realize full-load lighting mode and part lighting mode
Surface treatment: Hot dip galvanized Following ASTM A 123, color polyester power or any other standard by client required.
Joint of Poles: Insert mode, inner flange mode, face to face joint mode .
Design of pole: Against earthquake of 8 grade
Wind Speed: 80 Km/Hour
Welding: We has past flaw testing. Internal and external double welding makes the welding in shape
Thickness: 6 mm to 20 mm
Production Process:
Raw material test→Cutting→Molding or bending →Welding (longitudinal ) →Dimension verify→Flangewelding→Hole drilling →Calibration →Deburr →Galvanization or powder coating, Painting→Recalibration→Thread→Packaging
Packages: Our poles as normal cover by Mat or straw bale at the top and bottom ,anyway also can following by client required
High-Mast Lamps Series,High Mast Lamps,High Mast Light,High Mast Light Pole
Jiangsu chengxu Electric Group Co., Ltd , https://www.chengxulightings.com