Yuchai K6000 crankshaft is the key bearing component of heavy-duty engine (see Figure 1). Its size is large, the shape is complex, the balance block has a large aspect ratio, it is not easy to be filled, and the forging surface is formed by partial molding. The crankshaft material is 48MnV non-tempered steel, which has higher requirements for forging process and Post-forging temperature control cooling technology.
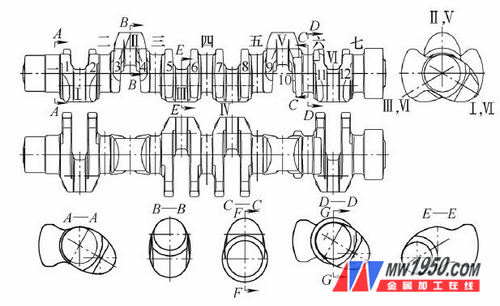
Figure 1 Yuchai K6000 crankshaft forgings
1. Forging process analysis
(1) Difficulties in forging process 1 Forging piece balance block has a complicated shape and a large aspect ratio, and the top of the handle block is not easy to be filled. 2 The surface is divided into molds, and the mold force distribution is uneven and large. The ejector design cannot borrow the arbor arrangement of the existing crankshaft and needs to be redesigned. 3 material 48MnV forging process and post-forging temperature control cooling technology requirements are relatively high. 4 Forgings are complex in shape, and it is necessary to properly distribute the pre-forging and final forging energy to prevent damage to the equipment caused by forgings being overfilled or excessively loaded.
(2) Finite element analysis According to the axial volume distribution law of Yuchai K6000 crankshaft forgings, the project team designed the pre-forging blank, the initial forging temperature was 1270 °C, and the final forging temperature was 1250 °C. According to the Gleeble2000 thermal simulation test, the 48MnV high temperature deformation resistance is similar to that of 60 steel. The simulation analysis uses the AISI-1060 material data in the DEFORM-3D software material library. Fig. 2 is a simulation analysis model of the crankshaft forging process, setting the working speed of the press to 250 mm·s-1 and the mold temperature to 250 °C.
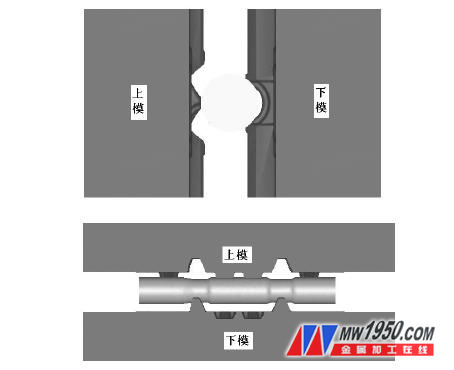
Fig. 2 Simulation analysis model of Yuchai crankshaft forging process
The absolute mesh size division method is adopted, and the minimum unit side length is 5 mm (about the same as the minimum fillet radius of the forging die), and the unit size ratio is 3. The initial mesh unit number of the blank is 43 285, and the pre-forging step analysis is completed after 36 mesh re-division. After 7s heat dissipation (forging transfer cycle), the pre-forged blank is placed in the final forging die for final forging analysis. After 10 mesh re-divisions, the final forging step analysis was completed.
Gabion Box,Wire Mesh Gabion Box,Welded Galvanized Gabion,Welded Mesh Gabion Cage
Anping Xinlong Wire Mesh Manufacture Co.,Ltd. , https://www.xinlongfence.com